
هدف از این پژوهش بهینه سازی پارامترهای فرایند از جمله سرعت اسکن، قدرت پرتو لیزر و scan spacing در روش SLM جهت به حداقل رساندن تراکم ترک و میزان حفره در ریز ساختار است.
در این آزمایش از پودر آلیاژ CMSX486 با اندازه ۱۵ الی ۵۷ میکرومتر به عنوان ماده اولیه و از دستگاههای تجاری SLM با اندازه محفظه ساخت ۲۵۰*۲۵۰ میلیمتر مربع، حاوی اتمسفر گاز آرگون با میزان اکسیژن کمتز از ۲٫ درصد ، حداکثر توان لیزر ۲۰۰وات و حداکثر سرعت اسکن ۷۰۰۰ میلیمتر بر ثانیه جهت ساخت نمونهها استفاده شده است.
نتیجه گیری:
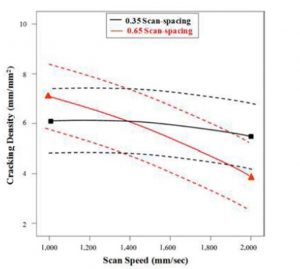
افزایش سرعت اسکن که کاهش میزان انرژی اعمالی را به همراه دارد باعث کاهش تراکم ترک در ریزساختار میگردد. همچنین بررسی برهمکنش سرعت اسکن و scan spacing نشان داد که با scan spacing کم(۳۵٫)، اثر سرعت اسکن نیز بسیار کاهش مییابد اما با scan spacing زیاد (۶۵٫) اثر سرعت اسکن نیز افزایش مییابد.
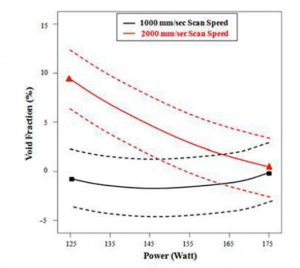
افزایش scan spacing و افزایش سرعت اسکن که کاهش میزان انرژی اعمالی را به همراه دارد باعث افزایش حفره در ساختار میشود. همچنین بررسی تاثیر متقابل قدرت لیزر و سرعت اسکن نشان داد که سرعت اسکن کم (۱۰۰۰ میلیمتر بر ثاینه) تاثیر قدرت لیزر را بسیار کاهش میدهد اما در سرعت اسکن بالا(۲۰۰۰ میلیمتر بر ثانیه) تاثیر قدرت لیزر بالا می رود.
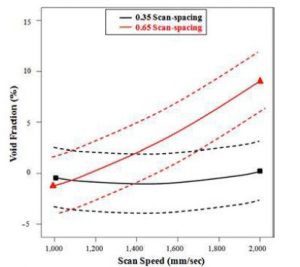
بررسی تاثیر برهمکنش سرعت اسکن و scan spacing بر میزان حفرات نشان داد در scan spacing پایین (۳۵٫) تاثیر سرعت اسکن کاهش مییابد اما scan spacing بالا (۶۵٫) موجب افزایش تاثیر سرعت اسکن می شود.
بهینه سازی این پارامترها جهت به حداقل رساندن میزان ترک و حفره است که با انتخاب مقادیر زیر میسر می گردد.
قدرت لیزر ۱۲۸ وات، سرعت اسکن ۱۰۰۷ میلیمتر بر ثانیه و ۶٫۴ میلیمتر برای اندازه اسکن در متد Island scaning که در نهایت چگالی ترک به ۵٫۴ میلیمتر بر میلیمتر مربع و درصد حفره به ۰۰۰۶٫ درصد رسید.
مرجع:
Carter, L. N., Essa, K., & Attallah, M. M. (2015). Optimisation of selective laser melting for a high temperature Ni-superalloy. Rapid Prototyping Journal, 21(4), 423–۴۳۲٫ https://doi.org/10.1108/RPJ-06-2013-0063
منبع:monofan.ir
بسیار عالی